歡迎來到鹽山昱通螺旋鋼管實體生產企業(yè)!



歡迎來到鹽山昱通螺旋鋼管實體生產企業(yè)!

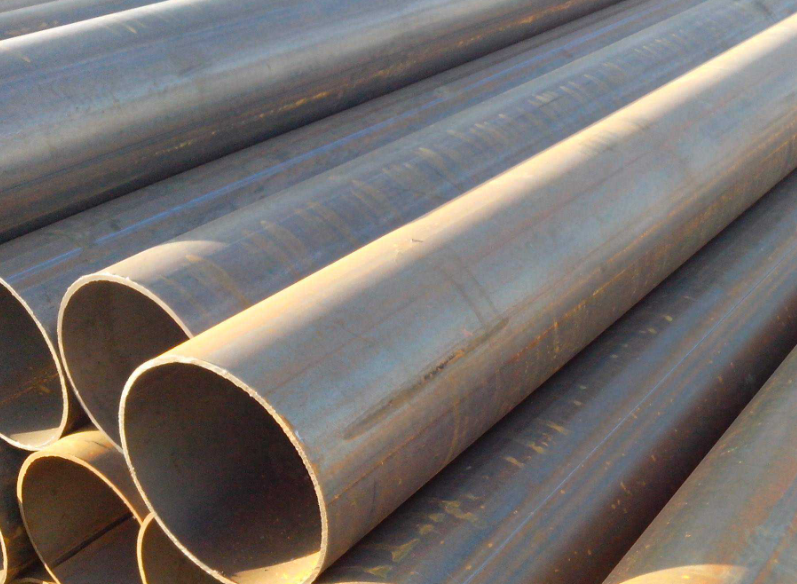
專業(yè)生產銷售大口徑厚壁國標螺旋鋼管,廠內加工防腐/保溫/涂塑
139-0327-6700
0317-5760336
專業(yè)生產銷售大口徑厚壁國標螺旋鋼管,廠內加工防腐/保溫/涂塑
×139-0327-6700
隨著春節(jié)的臨近,工程終端用戶的需求并不是那么旺盛了,購買螺旋鋼管的情況也越來越少。在這個銷售淡季,瑞通鋼管公司生產車間的工作量不但沒有減少,反而變得越來越忙碌,車間員工的工作節(jié)奏非但沒有放慢,反而變得更加緊湊。
為什么?
因為很多工程正在為來年的工程做規(guī)劃,現(xiàn)在采購螺旋鋼管反而價格方面會有一定的優(yōu)惠力度。

這不,最近瑞通鋼管廠家除了加工生產外也在為大家科普一些關于螺旋管的常識與技術問題,今天的科普是關于焊接鋼管常見外部缺陷原因的。
一般鋼管焊縫常見的外部缺陷有:焊縫尺寸不符合要求,咬邊、焊瘤、根部凹陷、焊口、表面氣孔(砂眼)等。由于焊工和質檢員的雙重驗收,焊縫尺寸不符合要求,咬邊、焊口、表面氣孔(砂眼)檢查方便,只有在管徑較小時才能檢查焊瘤和根部凹陷。
1、焊瘤(管道內)產生原因
(1)焊工操作技術不熟練,運條不當。
(2)焊接規(guī)格過大,熔化金屬溫度過高,形成液態(tài)金屬的凝固和緩慢冷卻,形成液態(tài)金屬的重力作用。
2、根部內凹產生原因
(1)焊接電流過大,焊接速度過慢。
(2) 焊條與焊絲的夾角不適合焊接位置。
焊接鋼管常見內部缺陷原因
1、氣孔產生原因
(1)工件、金屬絲油、鐵銹、氧化皮未清洗。
(2) 電極干燥的溫度和時間不正確。
(3)焊接速度過快,焊接電流過小,熔池存在時間短,使氣體逸出時間太晚。
(4) 如果電弧太長,熔池將失去保護作用,空氣將侵入熔池。
2、裂紋產生原因
(1)焊接前預熱、焊后慢冷等降低冷卻速度的不當措施。
(2) 焊接規(guī)范不合理,焊接約束大,內應力大,焊接順序不當。
3、夾渣產生原因
(1)焊接規(guī)范不當,如電流太小,焊接速度過快,使渣太遲而逸出。
(2) 清理不好,使熔渣在焊縫邊緣、焊接層之間、焊道之間難以浮起。
(3)焊條角和輸送帶不適當,渣和鐵水分不清,渣難以浮起。
4、未焊透產生原因

(1) 焊件的坡口不正確,角度太小,鈍邊太厚,間隙太小,使電弧達不到根部。
(2)焊接電流太小,焊接速度太快,使母材無法完全熔化。
(3) 操作角度或局部吹弧使電弧損失大或偏向一側,母材未完全熔化。
5、未熔合產生原因
主要結果如下:(1)電流太小,焊接速度太大,使母材或第一焊接金屬未完全熔化。
(2) 母材或焊后金屬表面的銹、渣或污垢未清理干凈。
(3)電弧操作不當或局部吹煉,電弧對金屬熔體蓋的作用較弱。

? 2019-2025 YuTongPipe Inc. 鹽山昱通管道有限公司